 Showrooms
Showrooms  Call us:
Call us: 


The Solid Wood Flooring Company
Architect & Designer Wood Flooring
The Solid Wood Flooring Company Product Ranges and Services explained.
Designs of Wood Floors by Interior Designers and Architects
Architectural and Design projects have specific, demanding client requirements with short lead times. It takes a wealth of experience to deliver such projects, both within the time frame and on budget. One of the crucial roles in such projects is the supplier and, as suppliers and manufacturers we have been involved in many successful completed projects both in the UK and abroad.
Our wooden flooring is specifically designed for the UK market due to our specialist knowledge and experience of working with Architects and Interior Designers. A large number of our products have evolved from Architect and Designers specifications where we have been asked to manufacture a particular wooden floor to a very specific design. If we do not have the wood floor you require in our range, we can manufacture to your specific needs providing you meet the minimum m2 requirement.
We worked with the client and architects to produce a board for the very high end apartments at Holland Green High Street Kensington.


The Old Brew House, Bristol
We worked with both the designer and contractor to create a floor that blended in with the interior design. The old Brew House Bristol was a full refurbishment and our double brushed fumed floor was used throughout.
Designs by The Solid Wood Flooring Company
With sustainability in mind we create and design wood floors from all the timber we buy. From the extremely rustic grade material which is DDEFF grade we create engineered boards where we have scoured the surface and brushed it to a depth of more than 2mm to 3mm to create a reflective surface. These boards can be used to clad walls or even lay as very rough rustic floors. You can see this in the vertical wall cladding section.
There are also our handmade Parquet panels where we can create any design using different materials like Walnut, Maple, Oak and Coloured oil pieces to make unique floors for specific projects.
We can make any parquet panel design you require in any material. They are hand made using laser cutting machines for the top layer with engineered backs. Sizes range from 450 x 450 to 1000mm x 1000mm and 15mm to 20mm thick. We always suggest adding a border so that you NEVER cut a panel which can be seen in the timber framed extension above.

American Black Walnut Panel

American Black Walnut Panel

Chantilly Designed Parquet Floor

We worked with both the designer and contractor to create a floor that blended in with the interior design. The old Brew House Bristol was a full refurbishment and our double brushed fumed floor was used throughout.
Bespoke Wood Floors
Working with Architects and designers we give extensive unbiased advice. Our experience with large and small specialist projects ensures a successful installation of any of our wood floors. We can manufacture bespoke floors or you can buy our unfinished engineered flooring to create your own unique finish and colour. We completed the Design Museum Library in Kensington using two of our unfinished engineered boards which were 260mm wide and 340mm wide and then finished with a special oil finish that did not change the colour.
Another project that we are working on in November 2016, is for the Viking Museum in York where the floor uses our extra wide 260mm engineered flooring with an insert to create a “RIVER”. The river is created by using a different coloured oil finish. and Details can be seen of the drawings and how we worked with RMA Media Attraction designers to create exactly what they needed.


Diamond Range
Lacquered Floors one of the hardest finishes available. We introduced this more than 10 years ago when Bona made a new natural looking lacquer specifically for commercial industrial applications.
We use the Bona Natural for industrial applications and apply 9 coats to create lacquered wood floors that can be used in any commercial application. This finish was used for the Royal Albert Museum in Exeter and has been there for more than 5 years without having to be refinished.
Our process:
- One coat of UV Primer UW0310 this gives good adhesion and is cured using IR drying Lamps
- Three coats of UV curing light filler UL0115 giving high abrasion resistance
- One coat of UV Base coat (anti-scratch) UB0135 cured with a UV lamp
- One coat of Bona Natural base coat UB8128 cured with a UV lamp
- One coat of UV Base coat UB0123 cured with a UV lamp
- Two coats of Bona Natural Top coats UT8098 cured with Mercury lamps and this top coat has a high resistance to scratching due to its industrial strength.
Top Wood Floors
We developed this range of wood floors to meet our client requirements for top quality finishes, at a value engineered price. These top wood floors are the same quality as our prime wood floors which are 20mm thick birch ply engineered boards with a 6mm top layer. However, the price point is more than 10% to 15% less. This is because we use thinner plywood and a 3mm or 4mm top layer. We can further reduce the price buy making the boards as 3 layer which has a 3mm or 4mm thick top layer of hardwood and then a thick layer of Poplar with the grain growing in the opposite direction to the top layer and then a backing layer. Hybrid Poplar trees can grow up to 8 feet a year and they are a deciduous hardwood tree.
Our Top Wood engineered floors have been used in several Berkeley home developments including Riverlight in Nine Elms, Battersea.

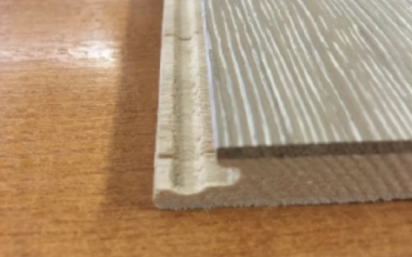

Click System Floors
These types of flooring are generally used where the floor is floated, which means the boards have an underlay underneath which would normally be for acoustics reason and the engineered boards are just floated on top. These systems are easier than floating tongue and grooved boards. Where possible we always recommend fully bonding engineered wood floors with our SW 890 adhesive for longevity and security of the flooring.
We can create any of our finishes on the click system boards. The 3 layer engineered construction works well with the click system. We always keep stock of all our products for ongoing situations which is why more of the larger developers are using us for their supplies because if flooding or other issues occur they know they can always get product immediately.
Antique Reclaimed Wood Floors
Like so many natural materials, the appearance of oak improves over time as the grain of the wood and the natural knots and markings within it become more pronounced. It can take many years for oak flooring to reach this well-worn, distressed stage, but through unique manual scraping and brushing techniques, we can speed up the process and create boards that look just like reclaimed antique oak.
The Solid Wood Flooring Company offers a wide range of beautifully crafted antique oak flooring to bring a luxurious, old world feel to any domestic or commercial interior and our engineered antique oak boards can be made in shades of natural, smoked and burnt oak
The Solid Wood Flooring Company can provide hand-distressed antique oak flooring to your exact specifications, whether you’re restoring the floors in a listed building, renovating a period home or refurbishing a country pub.


Our craftsmen work hard to ensure that the features of our antique oak boards do not compromise their strength and durability, so you can enjoy all the benefits of solid or engineered oak flooring with a unique aged appearance. Our Antique reclaimed floors have been installed in numerous commercial applications including pubs, nightclubs, refurbished warehouses and listed buildings.
Oak flooring for listed buildings
The Solid Wood Flooring Company’s antique oak wood flooring is approved by the listed planning office and has been used by architects and designers for numerous projects in Grade I and Grade II-listed properties.
In some cases, the original wood flooring has become rotten, while in others major refurbishments needed to be carried out and some or all of the floors had to be replaced.
Because the appearance of our antique oak floors comes so close to that of real heritage wood, it is ideal for use in listed buildings where maintaining the original features is essential.
Antique floors for period properties
The characteristics of antique oak flooring also make it ideal for use in period homes and commercial environments like pubs, clubs and restaurants that require an old world ambiance.
A contemporary wood floor would look completely out of place in a domestic environment full of period features like old fireplaces and sculpted banisters. It could also negatively impact the value of the property.
Heritage oak boards can be installed to complement these original features and create a floor that looks as though it’s been walked on for a century or more.
Similarly, antique flooring can be used in commercial environments to retain the time-worn character of the interior while ensuring floors are tough enough to withstand high levels of customer traffic year after year.

Vertical Wall Cladding
Any of our engineered boards can be used for cladding walls, like our natural antique oak that was used to clad the bar in a hotel. This was the old Napoleonic fort in the Solent and they used our antique oak extensively. We have also used our fumed oak floors to clad the front of the cooking area in a Restaurant as below
We have also developed a very rustic board for an interior designer who wanted light to reflect off the wall and have different colours. This is a new product E200 and can also be used on floors. It comes unfinished allowing a limitless variety of finishes and colours to be achieved. It is an engineered board that has been deeply brushed to more than 2mm to create a very rough reflective surface.
Special Surface Treated Wood Floors
Any of our engineered boards can be used for cladding walls, like our natural antique oak that was used to clad the bar in a hotel. This was the old Napoleonic fort in the Solent and they used our antique oak extensively. We have also used our fumed oak floors to clad the front of the cooking area in a Restaurant as above.

Value Engineered Wood Flooring
As manufacturers of engineered wood floors, we can meet any client’s budgetary requirements by several methods.
By reducing the top layer from 4mm to 2mm or even less. Using a more rustic grade material, like DDDEF which means the boards will have a lot of knots and colour variation. We can reduce this by using dark coloured oils to reduce the visual effect of knots and splits in the board.
We are able to manufacture our own 3-layer hybrid poplar backing surface down to 8mm with a 2mm top making a 10mm thick engineered board that is more than sufficient for low traffic residential traffic.

Amethyst and Sapphire Range
Lacquered Floors one of the toughest finishes available.
For this range we use Treffert lacquers and apply 9 coats. This is a more competitive option than the Bona Industrial Lacquers and can be used in residential applications
Our process:
- UV-PU INSULATION COAT – 4713310000404
- UV-Sealer Sandable for the back board – 6613390000403
- UV-FILLER TRANSPARENT PUMPABLE – 6113330000403
- UV-Duro Sealer (standard) – 6613470000403
- UV-Sealer Transparent – 6613360000403
- UV-Duro Sealer(standard) – 6613470000403
- UV-Sealer Sandable Colourless – 6613330000403
- HPC Anti Scratch Topcoat – 6513341000403
- HPC Anti Scratch Topcoat – 6513341000403
- These finishes are applied on an industrial line with 9 application stations and high quality UV and infra-red units to ensure a superb finish.
Laminate Flooring for Affordable Housing Uniclick System
Our laminate flooring has an AC4 wear layer which can be used commercially and is guaranteed for 15 years. We make this with a textured surface so it looks more natural. The special surface treatment means it can be easily cleaned. The colours can be seen here by clicking on the image of our Fumed Driftwood laminate shown below.
Laminate flooring by its very nature is very cheap to produce because it is just “pictures” of real wood printed on special paper and then laminated together to produce a very strong, dense floor.
The surface is just like a brushed natural wood floor and is perfect where budget constraints are paramount. It is easy to fit as a click system and can be floated over any existing floor. It should be treated the same as a real wood floor when being fitted regarding moisture and humidity levels.

Explore Our Brochures
Whether you’re specifying flooring for a commercial development, designing a residential project or comparing product options, our brochures provide technical information, product inspiration and specification guidance. Browse the collection below to find the most relevant resource for your project.
Wood Flooring Collection
Explore our complete range of engineered wood, solid wood, herringbone, chevron, basketweave and bespoke parquet flooring. Includes project case studies, sustainability credentials, technical information and specification inspiration for architects, designers and developers.
Trident Laminate Flooring
Discover our commercial-grade laminate flooring collection, including plank, herringbone and chevron designs. Learn more about Trident’s water-resistant construction, durability, sustainability credentials and suitability for high-traffic commercial and residential environments.
Impervia Flooring Collection
Explore our innovative Impervia flooring range, featuring waterproof luxury plank and tile designs engineered for demanding commercial and residential projects. Includes technical features, performance benefits and product inspiration across the full collection.
Visit our showrooms
London Wood Flooring Showroom
Monday to Friday: 9.30am – 6.00pm
Saturday and Sunday: CLOSED
Our permanent London Showroom is based next to the information desk on the lower ground floor at the Building Centre in Store Street London. The Building Centre is the main reference place for all new and innovative building products.
Gloucestershire Wood Flooring Showroom
By Appointment Only
Monday to Thursday: 9:00 am – 4.30pm
Friday: 9:00am – 4:00pm
Saturday and Sunday: CLOSED
Leebanks Carpet Centre Showroom
Monday to Friday: 7:00am – 5:00pm
Saturday: 10:00am – 2:00pm
Sunday: CLOSED
Our new London showroom is based at Leebanks Carpet Centre, 71–75 Essex Road, London, N1 2SF. This showroom features our full range of wood flooring, along with Impervia and Trident laminate flooring.
Book a Lunch & Learn Session
Looking to expand your team’s knowledge of commercial wood flooring? Our complimentary Lunch & Learn sessions provide practical guidance on specification, sustainability, value engineering and selecting the right flooring solutions for your projects.
Get in touch
Questions or comments? If you can’t find the answer to your question on our site or want to leave some feedback, please fill in the form below.
Join our mailing list
Receive the latest news, offers and inspiration straight to your inbox.
 Showrooms
Showrooms Call us: 01666 504 015
Call us: 01666 504 015














