 Showrooms
Showrooms  Call us:
Call us: 

Engineered Wood Veneer Manufacture
Different methods of wood veneer manufacture
Different cutting and slicing methods to process raw timber are used to produce different visual effects. Logs of a given species, cut by different methods will produce a variety of appearances.
Engineered floors from The Solid Wood Flooring Company are either Quarter Sawn or Cross Sawn using band saws so that we cut from clean kiln dried untreated timber unlike processes using a knife where the timber has to be steamed or boiled and treated as explained below in the Rotary cut section to “soften” the timber.
When the timber is treated in this way it affects the grain and colour of the natural wood. This is why coloured oils never work the same on sliced veneers as they do on cut veneers where the wood has not been pre-treated to soften it.
Imagine your skin left in a hot bath under water for a while it becomes soft and changes texture and colour, wood is the same but it never goes back to exactly what it was before.
Rotary cut: “Sliced Veneer” We do not supply these CHEAP versions of engineered floors
In rotary cutting, the log is mounted centrally in the lathe and turned against a knife, as if unwinding a roll of paper. A multi-patterned grain marking is produced with this method. Rotary cut veneer can be sufficiently wide to provide full sheet (one piece) faces.
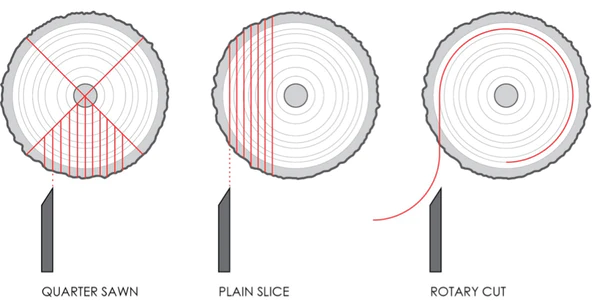
In the quarter sawn and plain sawn picture above we use a band saw not a knife so we do NOT have to soften the timber. Beware of cheap imitation products.
The sliced veneer method described as “Rotary Cut” above means less waste BUT the log has to go through a process of chemical and heat treatment to make it soft enough to slice the log in this way. The log is soaked in boiling water with added chemicals and then processed as above.
The top layers are then dried and made into engineered boards. The problems with these engineered floors is that the surface grain will gradually split open and if used with underfloor heating the boards will deteriorate over time with any finish on the boards suffering. This is why these types of board are the cheapest on the market and commonly found at the lower end of the market.
Conversion of timber
As soon as possible after felling the tree should be converted into usable timber.
The Quarter sawn is far more expensive because of the need to double (or more) handle the log. There is also more wastage. It is however more decorative and less prone to cup or distort. Note also there are two ways of sawing the quarter.
Through and through or cross sawn produces mostly tangentially sawn timber and some quarter sawn stuff. (see diagram) Tangential timber is the most economical to produce because of the relatively less repetitive production methods. It is used extensively in the building industry.
There are other ways but they are all variations of tangential and radial cuts to obtain the best or most economical boards for the use it is to be put. These basic cuts are not always able or need to be, on the exact tangent or radius of the trunk. The cuts, that fall between, crown and quarter are called ‘rift’ and between ‘rift’ and ‘quarter’ are identified as ‘figured’ – see below for explanation. Boxing the heart refers to eliminating the heartwood from the boards that would otherwise produce shakes, juvenile wood or may even be rotten.
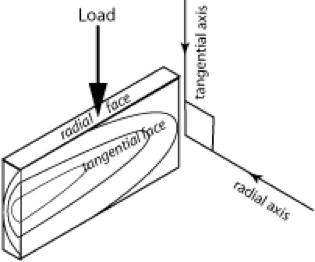
Tangential boards (crown, plain or flat sawn) are used extensively for beams and joists. They are stronger when placed correctly edge up with the load in the tangential axis. These type of boards suffer from ‘cupping’ if not carefully converted, seasoned, and stored properly. Annual growth rings form an angle less than 45 degrees.
Join our mailing list
Receive the latest news, offers and inspiration straight to your inbox.
 Showrooms
Showrooms Call us: 01666 504 015
Call us: 01666 504 015














